三角带、同步带、轻型输送带、平皮带、多楔带
无级变速带、PU圆带、聚氨酯同步带、电缆牵引平皮带!
无级变速带、PU圆带、聚氨酯同步带、电缆牵引平皮带!
服务热线
023-8613-9088
152-2337-0601

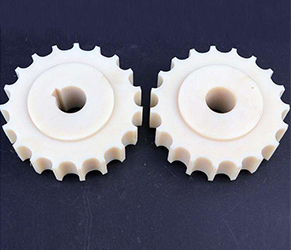
不知大家是否有留意到,不锈钢输送链板在使用一段时间后,其表面上会留有疤痕。究竟不锈钢输送链板表面疤痕这样的缺陷是怎么产生的?具体与哪些因素有关?
一般情况下,我们所见到的聚氨酯同步带疤痕通常分布在输送链板表面,在一定范围内约500mm板头和尾的距离,形成一个或多个颜色,形状不规则的坑。而且其实不同材质的输送链板其发生疤痕的概率也是有区别的,但不管怎样,这都会严重影响链板的外观和正常使用。其中铸坯切割毛刺未能彻底去除才是主要原因,这方面的工作有专门的去毛刺机完成,但也会有疏忽的时候。一旦毛刺清洗不干净,然后在轧制过程中造成的危害就是不锈钢输送链板表面疤痕的形成。
聚氨酯同步带表示切割过程中,板坯头尾返渣也是一种不良现象,钢渣严重时可形成致密牢固地附着在空白区域表。而形成钢渣与低压氧气纯度的提高,不合适的或波动的切削寿命等都有关系。在轧制不锈钢输送链板的时候,如果轧辊控制不好,造成输送链板头和尾侧影响轧机侧导板,就会在框架的影响下溅入不锈钢输送链板表面,从而形成疤痕。

一般认为铸坯切割毛刺未能及时有效去除是造成输送链板结疤的主要原因。铸机均在铸坯二切割后配备有纺锤式去毛刺机钢板,依靠光电管检测铸坯位置,自动控制毛刺机的升降,靠锤刀转动去除铸坯下表头尾部的毛刺。毛刺清除不干净,会在随后轧制过程中,给钢板带来危害,造成结疤。
分析造成铸坯上表积渣增多的原因有:氧气纯度低,使用压力不合适或波动大;割嘴寿命后期,扩径;不同钢种或断面钢板,切割车走行速度设置不合适,而恶化了切割效果。
切割过程中钢板,铸坯上表头尾部存在返渣积瘤现象钢板,严重的会形成一个致密的渣钢长条牢牢的附着在铸坯的上表割缝处。渣钢是由于铸坯在切割过程中,割缝处的流动金属没能及时吹走,而是沿割缝向上溢出,积聚在铸坯上表端部形成的。
钢板在精轧机轧制过程中会出现板头、板尾撞击侧导板的现象,火星四射,部分飞溅物散落到钢板上。主要是精轧板的蛇行弯曲、钢板与精轧辊中心线偏离、精轧机组穿辊、轧制、离辊控制不良,引起钢板头尾部侧边撞击精轧机组侧导板,撞击飞溅物在后续机架压入钢板表面形成结疤。